
Thermal Spray Powders
Australian Metal Powders Supplies represents Höganäs who is a world leader on the market for metal powders with a yearly capacity of 500,000 tons.
Höganäs produces a full range of nickel-iron and cobalt–based atomised powders. These grades are developed for the specific needs of any given thermal surfacing equipment and application.
Höganäs also produces the Amperit® range, which are thermal spray powders containing carbides. They are predominantly used to create wear-resistant coatings with a tremendous amount of hardness and excellent wear resistance. Thermal spray powders are well-suited for any product subjected to abrasion, erosion and wear.
PTA (Plasma Transferred Arc) welding is a process which can be highly automated. It utilises a combined arc/plasma stream to form a limited melt on the work piece surface. A low base metal dilution with a small heat affected zone and a dense uniform coating is achieved.
A wide range of user-specific consumables are possible. This process has found extensive use in high-volume automated applications such as the thermal surfacing of exhaust valves. Deposition rates up to 12 kg/ hour are possible, with surfacing thickness from 1– 6 mm.
PTA (Plasma Transferred Arc) Welding

Laser Cladding
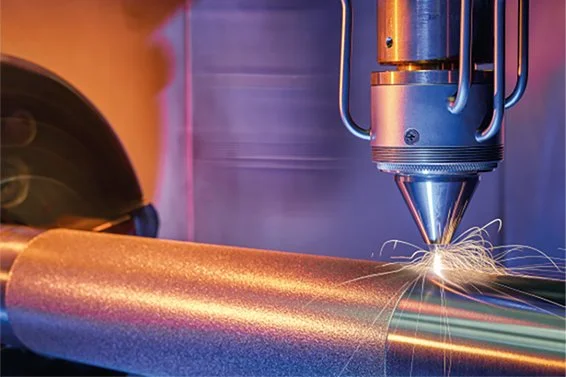
Laser cladding is a surface welding method that enables a metallurgical bonding with the base material substrate, like in case of PTA surface welding. The overlays can be applied to most Fe and Ni based substrates with some exceptions.
A high energy laser beam creates an intense heat input and thus alloys are bonded to the surface with a low degree of dilution (<5%). Laser cladding can be fully automated and thus once the parameters are fixed for a certain design, consistent final results are achieved for all parts.
There are a number of different powder options that Hoganas offer including: Nickel Based powders, Cobalt Based powders, Iron based powders, Carbies and blended powders.
Plasma spraying employs a technique essentially similar to flame spraying. It differs in that the flame comprises an electrically excited plasma of high velocity and temperature (≈15,000°K), permitting a denser coating (95-98%). Deposition rates are from 2–8 kg/hour, and surfacing thickness ranges from 0.1–2.5 mm.
HVOF (High-Velocity Oxy-Fuel) spraying combines velocities up to 700 m/s and higher with moderate temperatures. This process provides a very dense coating (> 97%). Deposition rates are up to 9 kg/hour, and coating thickness from 0.05–1 mm. There are a range of powder options including Co, Fe, Ni based powders plus carbides.
Plasma and HVOF
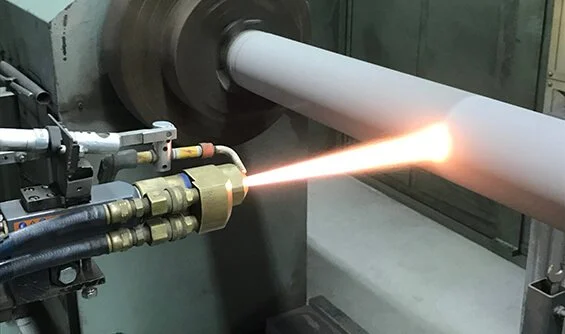
Flame Spraying

Flame spraying is a two-step method using so called self-fluxing powders. The powder is fed into the flame forming semi-molten particles and are accelerated towards the substrate surface. The particles form a mechanical bond which has to be fused in order to get a good bonding and a dense coating up to 99% density. For the fusing, a standard Oxy-Acetylene torch or induction can be used. Flame-spraying is ideal for coating cylindrical parts like bottle neck plungers and steel transport rollers. Deposition rates are from 1-9kg/hour.
Powder welding is a manual method using a standard oxy-acetylene torch. The self-fluxing powder is fed into the flame from an attached hopper. Typically, deposition rates from 0,5-2,5kg/hour are possible. Smooth and dense coatings are achieved. The process is particularly suitable for the surface coating of cast iron glass moulds and the repair of different machined parts.

Powder Welding